Flattening and Straightening Boards

As wood absorbs or gives off moisture, it expands or shrinks on average twice as much in the direction tangent to or along the growth rings as in the direction perpendicular to the growth rings. Almost every disk cut from a log will eventually split as in the picture because of this differential tangential-radial shrinkage.
Lumber usually is sawn from green logs, so the new boards have a very high moisture content. Kilns are used to dry most boards to about a 7-10% moisture content. This new rough lumber is never truly flat and straight. It may have cup, curl, and/or twist, all examples of warp.
Cup is deviation from flat across the width of a board. Curl is deviation from flat along the length of a board. And twist is deviation from flat diagonally along the length of a board.
Pieces of wood ideally are made flat and straight before incorporating in a piece of furniture. Clamps can force warped boards in to alignment, but the boards will always want to revert to their warped state this incorporates unnecessary stress into furniture that can lead to splits, glue joint failure, and/or poorly fitting drawers and doors.
A specific sequence of steps is recommended to produce flat and straight pieces of wood.
Every piece of wood has internal moisture and internal stresses that affect its shape - how flat and straight it is. A dried board that is in equilibrium with is internal stresses and has acclimatized to its environment may not be flat and straight, but usually it will not change shape.
Move that lumber however and it may not be in equilibrium with its new environment. So after moving, it should be stacked to allow air movement while it acclimates to the new environment. Most often lumber is stacked horizontally with ¾ x ¾ stickers between boards. The acclimatizing may require as little as a week, or as much as a year or more. Comparing the metered moisture content of the new boards to some that have been on location and already acclimatized will show when the new boards can be used.
As wood absorbs or gives off moisture, it expands or shrinks on average twice as much in the direction tangent to or along the growth rings as in the direction perpendicular to the growth rings. And the moisture profile is not uniform throughout the board. The moisture content will be higher at the ends of a board, and less significantly at the edges and faces, than in the interior. But cut the board and the newly exposed edges will want to absorb additional moisture until again acclimatized to its environment. That additional moisture can cause at least minimal expansion and perhaps cupping.
And when a board is cut, the internal stresses are no longer in balance. The change may be slight, but the pieces are likely to have more or less cup, curl and twist than before they were cut free.
Because of these issues, a specific sequence of steps is recommended to product flat and straight pieces of wood. It begins with cutting rough lumber into somewhat longer and wider pieces than needed.
Carefully flatten one side of each piece. When finished, that side should be flat and straight without any pressure or force being applied to it. Then bring the second side parallel to the first. Finally, straighten one edge and then bring the second edge parallel to it. The piece of wood is now flat and straight.
In a production setting, flattening is approximated by running full length boards through a two sided planer or a four head molder. This process will not completely remove cup and twist.

To illustrate flattening and straightening, an 11' cherry board was run through a power planer twice on each side to simulate the work of a production two sided planer or four head molder. Two inches were cut off each end, and the remainder was then cut into three approximately equal pieces.

A dark dye then was applied to the faces of the pieces for highlighting the next step.

One dyed surface of each piece then was passed over a power jointer, the best machine for flattening. This machine removes wood only from the lower face, and only from the parts of the face touching the bed of the jointer.
The shown faces of the left and right pieces were each passed over the jointer three times, removing a total of 1/8", the shown face of the middle piece was passed over the jointer once. This picture clearly shows that the jointer has not yet made the faces completely flat.
To remove all of the low spots (still showing dye) and make the faces truly flat, the left and right pieces had to be passed over the jointer three more times, removing a total of 1/4" from the highest areas. The middle piece had to be passed over the jointer in total three times, removing 1/8" from its middle.
To make the other face parallel to the now flat one, the boards were then sent through the power planer. Another 1/4" had to be removed from the highest spots of the outer boards, and another 1/8" from the ends of the middle board, until the two faces were truly flat and parallel.
Because wood has been removed unevenly from the two faces of each piece, they were then stacked and stickered for another week for re-acclimatization.
During periods of increasing relative humidity, wood absorbs moisture. The ends will absorb moisture more quickly than the faces and edges, so a number of weeks would be needed for the moisture content to equalize throughout the board. During periods of decreasing relative humidity, the same happens in reverse. As a result, the moisture content is almost never uniform throughout a board.
Because the jointer and then the planer removed more wood from some areas, the moisture content is uneven across the resulting faces. Stacking and stickering allows the moisture content of the faces to equalize. During this equalization, newly exposed drier areas will expand slightly as they absorb moisture and newly exposed wetter areas will shrink slightly as they give off moisture.
Additionally, there are internal stresses in every piece of wood. These stresses, as they came into equilibrium with each other, caused at least some of the initial warping of the board. When wood is removed unevenly during flattening and straightening, those internal stresses became unbalanced. Stacking and stickering allows those stresses to achieve a new equilibrium, likely producing some new warping.
After at least a week to adjust to the removed wood, the pieces will again be flattened on one face and then planed to make the second face parallel. Because so much wood had to be removed initially, its likely the boards will have warped, and at least another 3/16 in thickness will be lost in milling them flat and parallel again.
One should expect to remove on average 1/8" of thickness when flattening pieces of wood up to about 3' long, and 1/4" of thickness when flattening pieces of wood between 3' and 8' long.
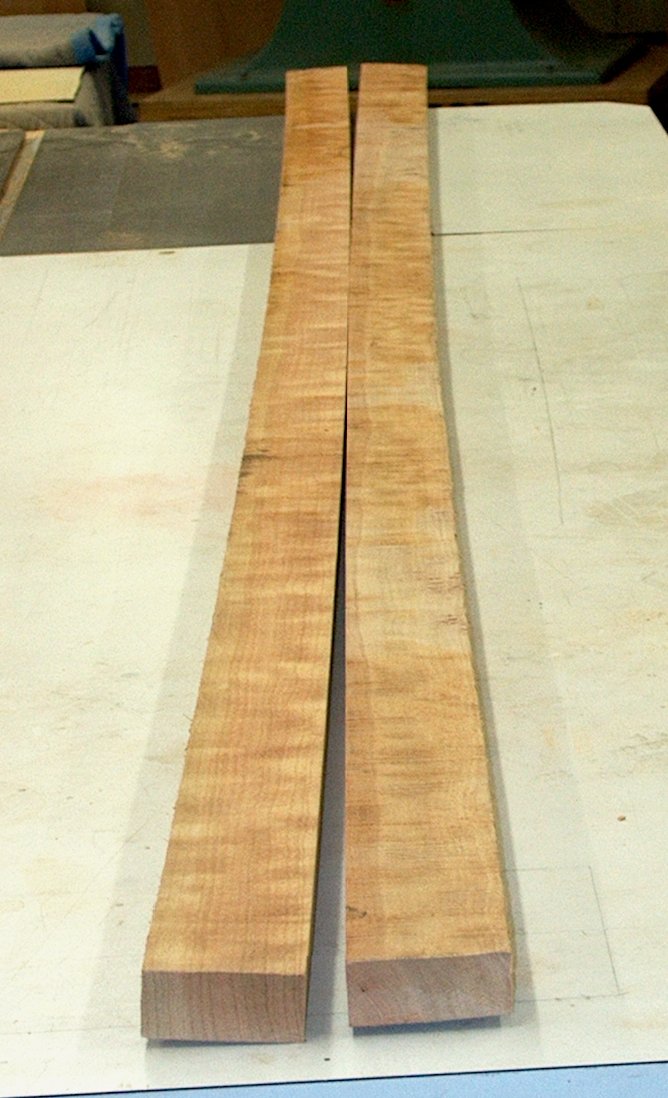
This board was ripped on the tablesaw because two narrower pieces were needed. There were significant internal stresses in the board, which were partially released by the cut. The resulting narrower pieces still likely have significant internal stress, so they were discarded.
Using power equipment, flattening is performed on a jointer, and then the second face made parallel on a planer. If working by hand, the primary tools might be a scrub plane, jack plane, or low angle jack plane; a pair of winding sticks, and a marking gauge.
Return to Best Traditional Woodworking Practices page
Appointments are suggested for your convenience.